English
English русский
русский Español
Español

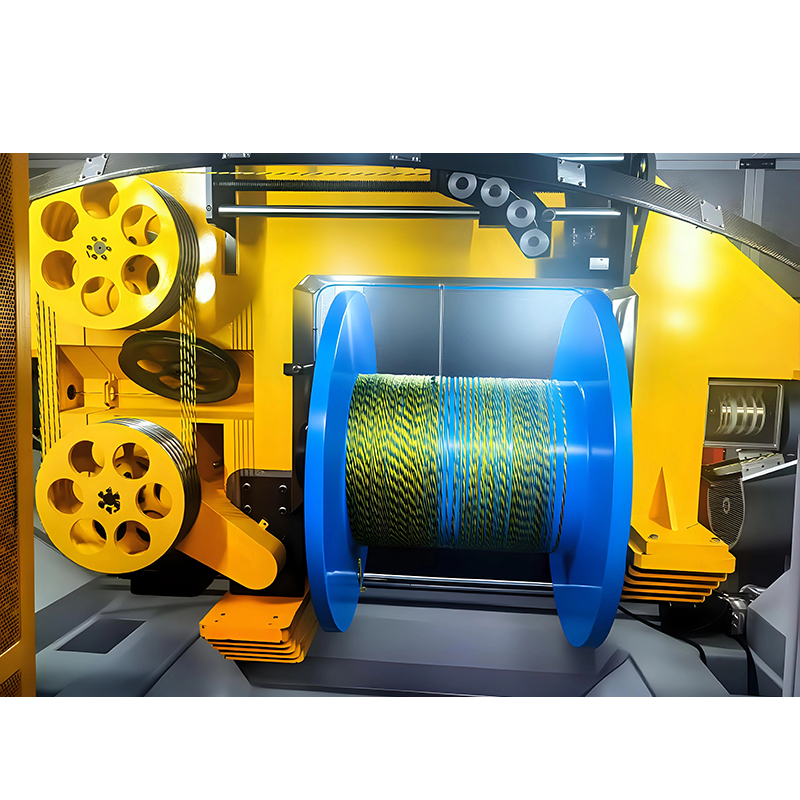
A stranding machine is an industrial device that twists or helically lays multiple individual wires, conductors, or fiber strands together into a single, unified cable structure — and it is the foundational piece of equipment behind virtually every power cable, telecommunications line, and specialty wire rope in modern infrastructure. From the electrical cables inside your home's walls to the high-voltage transmission lines spanning hundreds of miles, and from undersea fiber-optic cables to elevator wire ropes, all of these products owe their structural integrity and electrical performance to the precision engineering of a stranding machine.
Content
- 1 What Is a Stranding Machine? Definition and Core Function
- 2 How Does a Stranding Machine Work? The Step-by-Step Process
- 3 Types of Stranding Machines: Which Design Is Right for Your Product?
- 4 Key Technical Parameters of a Stranding Machine
- 5 Stranding Machine Applications Across Major Industries
- 6 Stranding Machine vs. Cabling Machine: What Is the Difference?
- 7 Stranding Machine Buying Guide: Key Factors to Evaluate Before Purchase
- 8 Quality Standards and Testing for Stranded Conductors
- 9 Frequently Asked Questions About Stranding Machines
- 9.1 Q: What is the difference between a stranding machine and a wire drawing machine?
- 9.2 Q: Why is stranded wire better than solid wire for most applications?
- 9.3 Q: How many wires can a stranding machine handle simultaneously?
- 9.4 Q: What maintenance does a stranding machine require?
- 9.5 Q: Can a stranding machine produce aluminum conductors as well as copper?
- 9.6 Q: What is back-twist in a stranding machine and why does it matter?
- 10 Conclusion: Why the Stranding Machine Remains Central to Modern Cable Manufacturing
What Is a Stranding Machine? Definition and Core Function
A stranding machine is a precision manufacturing system designed to combine multiple individual wires or filaments by twisting them together in a controlled helical pattern, producing a stranded conductor or cable that is mechanically stronger, more flexible, and electrically superior to a single solid wire of equivalent cross-section.
The fundamental principle behind a stranding machine is simple: individual wire payoffs (bobbins or spools) are mounted on rotating frames or flyers, and as the machine runs, the rotation of these frames causes the individual wires to lay helically around a central core or around each other. The result is a stranded product whose mechanical and electrical properties are defined by the lay length (pitch), the number of wires, the wire diameter, and the stranding geometry.
Stranding machines are used to produce:
- Stranded copper and aluminum conductors for power cables and electrical wiring
- Steel wire ropes for cranes, elevators, suspension bridges, and offshore mooring
- Fiber optic cable cores for telecommunications and data transmission
- Armored cable assemblies for subsea, mining, and military applications
- Specialty conductors such as ACSR (Aluminum Conductor Steel Reinforced) for overhead transmission lines
How Does a Stranding Machine Work? The Step-by-Step Process
A stranding machine works by feeding individual wire strands from rotating payoff bobbins through a series of guide dies and a closing die, where they are drawn together and twisted into their final helical configuration under controlled tension.
Stage 1: Payoff and Tension Control
Individual wire coils or bobbins are loaded onto the machine's payoff system. Each bobbin feeds a single wire strand. Tension brakes or active dancer systems maintain consistent, individually controlled tension on each wire — typically within ±2% of the setpoint — to prevent uneven lay, wire breakage, or conductor deformation during the stranding process.
Stage 2: Pre-forming and Guide Systems
In many high-quality stranding machines, individual wires pass through pre-forming tools before reaching the closing die. Pre-forming bends each wire slightly in the direction it will travel in the final strand, reducing internal stresses in the finished cable and improving flexibility. Guide rings and rollers direct each strand to the correct angular position before closing.
Stage 3: The Closing Die
All individual strands converge at the closing die — a precision-machined carbide or hardened steel tool with a central aperture sized to the final stranded conductor's outer diameter. The closing die compresses the strands into their final cross-sectional geometry, whether round, sector-shaped, or compact (Milliken construction for very large conductors).
Stage 4: Take-Up and Spooling
The finished stranded conductor exits the closing die and is wound onto a take-up reel or drum by a capstan-driven take-up system. The take-up speed, synchronized with the rotation speed of the stranding frames, determines the lay length (pitch) of the stranding — a critical quality parameter. Modern stranding machines use servo-driven closed-loop control systems that maintain lay length accuracy to within ±0.5 mm across the full production run.
Types of Stranding Machines: Which Design Is Right for Your Product?
There are five primary types of stranding machines — tubular, planetary (rigid), bow (skip), bunching, and drum twisting — each optimized for specific wire types, production speeds, and cable constructions.
1. Tubular Stranding Machine
The tubular stranding machine is the most widely used design in the wire and cable industry. Individual wire bobbins are mounted inside a rotating metal tube (the "cradle" or "cage"). As the tube rotates, the wires are laid helically around a central element. Tubular machines can handle 6 to 61 or more bobbins per layer and are capable of producing multi-layer constructions. Line speeds of 20–120 m/min are typical, with some high-speed models reaching 200 m/min for fine wire applications. They are the standard choice for stranded copper conductors in power cables from 1.5 mm² to 1,000 mm² cross-section.
2. Planetary (Rigid) Stranding Machine
In a planetary stranding machine, the bobbins are mounted on a rotating frame but are kept non-rotating relative to the machine frame by a planetary gear system — meaning the bobbins themselves do not rotate, only the frame carrying them does. This eliminates back-twist in the finished strand, which is critical for steel wire rope production, armored cable, and products where the individual wires must maintain their original straight form. Planetary machines are slower (typically 5–30 m/min) but produce geometrically precise, low-residual-stress rope constructions.
3. Bow (Skip) Stranding Machine
The bow stranding machine uses a rotating "bow" or arm that carries the wire from a stationary payoff bobbin and wraps it around a central element. Because the payoff spools are stationary, this design handles very large, heavy reels that would be impractical to rotate in a tubular machine. Bow stranders are common in the production of steel wire armoring, medium-voltage cable armouring, and other heavy-gauge applications. Typical line speeds range from 5 to 40 m/min, and the design is naturally suited to applying tapes, fillers, and bedding layers simultaneously with the wire application.
4. Bunching Machine
A bunching machine (also called a bunch strander) twists multiple fine wires together without maintaining a consistent lay direction or geometric arrangement — the wires simply bundle together in a random or semi-random helix. This produces the most flexible possible stranded conductor for applications such as flexible cords, welding cable, speaker wire, and automotive wiring harnesses. Bunching machines run at very high speeds — commonly 400–1,500 RPM flyer speed — and are designed for fine wire diameters from 0.05 mm to 0.5 mm.
5. Drum Twisting Machine (SZ Stranding)
The SZ stranding machine (also called oscillating lay or drum twister) does not rotate the entire payoff system. Instead, it applies alternating left and right lay twists to the cable elements using reciprocating oscillation. This revolutionary design allows cables to be stranded at very high line speeds (up to 500 m/min for fiber optic loose tube cables) because there are no rotating masses. SZ stranding is the dominant technology for fiber optic cable manufacturing and is also used for low-voltage power cables, control cables, and data cables. The alternating lay direction creates a "SZ" pattern that allows the finished cable to be opened and re-closed without unraveling during jointing operations.
| Machine Type | Typical Speed | Wire Range | Primary Application | Back-Twist |
| Tubular | 20–200 m/min | 0.3–5.0 mm dia. | Power cable conductors | Yes |
| Planetary (Rigid) | 5–30 m/min | 1.0–10.0 mm dia. | Wire rope, armored cable | No |
| Bow (Skip) | 5–40 m/min | 1.0–8.0 mm dia. | Heavy armoring, ACSR | No |
| Bunching | 400–1,500 RPM | 0.05–0.5 mm dia. | Flexible cords, auto wiring | Yes |
| SZ / Drum Twisting | Up to 500 m/min | Loose tubes, fine wire | Fiber optic, data cable | No |
Table: Comparison of five major stranding machine types by speed, wire diameter range, application, and back-twist characteristic.
Key Technical Parameters of a Stranding Machine
The most critical technical parameters of any stranding machine are lay length (pitch), rotation speed, bobbin capacity, and tension control accuracy — these four factors determine the final quality and consistency of the stranded product.
Lay Length (Pitch)
Lay length is the axial distance along the cable over which one wire completes one full helical revolution. It is one of the most important quality parameters in stranded cable production. A shorter lay length produces a more flexible cable with higher electrical resistance due to the greater wire length per unit of cable length. Standards such as IEC 60228 specify lay length ranges for different conductor classes — for example, Class 5 flexible conductors must have a lay length no greater than 16× the individual wire diameter, while Class 2 stranded conductors allow lay lengths up to 25× the wire diameter.
Stranding Speed and Rotation Rate
Line speed (m/min) and cradle/flyer rotation speed (RPM) together determine lay length and production throughput. For a tubular stranding machine producing a conductor with a 50 mm lay length at 60 m/min line speed, the cradle must rotate at 1,200 RPM (60 m/min ÷ 0.05 m/rev). Modern high-speed tubular machines reach cradle speeds of 1,500–2,000 RPM for fine wire production. Increasing line speed without proportionally increasing rotation would change the lay length and alter the cable's electrical and mechanical properties.
Bobbin Capacity and Count
The number and size of bobbins a stranding machine can carry directly determines what cable constructions it can produce. A 7-bobbin tubular machine produces 1+6 constructions (one center wire plus six outer wires). A 61-bobbin machine can produce complex multi-layer constructions including 1+6+12+18+24 = 61 wire conductors. Bobbin diameter (commonly 200 mm to 800 mm) determines how much wire can be loaded per production run, directly impacting production efficiency and the frequency of bobbin change stops.
Tension Control System
Tension control is arguably the most sophisticated aspect of modern stranding machine design. Each wire must be fed at the correct tension throughout the bobbin's depletion cycle — tension that is too high causes wire elongation and diameter reduction; too low causes loose lay and wave formation. Advanced machines use programmable tension brakes with dancer roll feedback, maintaining individual wire tensions within ±1–2% across the full bobbin depletion cycle. Closed-loop servo tension systems add 15–30% to machine cost but reduce conductor resistance variation from ±5% to under ±1%.
Closing Die System
The closing die shape determines the final geometry of the stranded conductor. Round closing dies produce circular cross-sections standard in most cables. Sector dies produce the trapezoidal or D-shaped sectors used in multi-core power cables to minimize cable diameter. Compact (or compressed) stranding dies compress the conductor to 90–92% of its nominal circular cross-section, reducing overall cable diameter by 8–12% — a significant material saving for large-volume cable production.
Stranding Machine Applications Across Major Industries
Stranding machines are indispensable across power generation, telecommunications, construction, aerospace, and automotive sectors — any industry that relies on cables, conductors, or wire ropes depends directly on stranding machine output.
| Industry | Product Type | Stranding Machine Type | Key Requirement |
| Power Utilities | HV/EHV cable conductors | Tubular (multi-layer) | Large conductor cross-section |
| Telecommunications | Fiber optic cable cores | SZ Stranding | High speed, no fiber stress |
| Construction / Civil | Bridge stay cables, ropes | Planetary / Bow | No back-twist, high break load |
| Automotive | Wiring harness conductors | Bunching / High-speed tubular | Fine wire, high flexibility |
| Oil & Gas / Marine | Armored subsea cables | Bow / Rigid Planetary | Corrosion resistance, tensile strength |
| Renewable Energy | Wind turbine array cables | Tubular (compact strand) | Torsional flexibility, UV resistance |
Table: Stranding machine applications across key industries, showing product types, machine configurations, and primary technical requirements.
Stranding Machine vs. Cabling Machine: What Is the Difference?
A stranding machine combines individual wires into a stranded conductor, while a cabling machine assembles multiple insulated cores, fillers, and shielding layers into a finished multi-core cable — the two are sequential production steps, not interchangeable machines.
The distinction is important for cable manufacturers planning production lines. The stranding machine operates on bare or enameled wires — its output is the stranded conductor that will later be insulated. The cabling machine (also called a laying-up machine or cable assembly machine) takes insulated cores — each already containing a stranded conductor — and twists them together with fillers, tapes, screens, and sheaths to form the complete multi-conductor cable.
| Feature | Stranding Machine | Cabling Machine |
| Input Material | Bare/enameled single wires | Insulated conductor cores |
| Output Product | Stranded conductor | Multi-core cable assembly |
| Process Stage | Early (conductor forming) | Late (cable assembly) |
| Element Diameter | 0.05–10 mm wire | 5–150 mm insulated cores |
| Typical Speed | 20–500 m/min | 2–30 m/min |
| Additional Functions | Compacting, sector forming | Taping, filling, screening |
Table: Side-by-side comparison of stranding machines and cabling machines by function, input/output, and process stage.
Stranding Machine Buying Guide: Key Factors to Evaluate Before Purchase
Selecting a stranding machine requires evaluating six critical factors: product range, required output speed, bobbin size and count, automation level, footprint, and after-sales support — and getting any one of these wrong can result in a machine that underperforms its intended production plan from day one.
1. Define Your Product Portfolio First
Before evaluating any specific machine, map the full range of conductor sizes, wire diameters, lay lengths, and stranding constructions your production line must handle. A machine optimized for 1.5–10 mm² conductors will not perform well producing 400 mm² compact-stranded conductors, even if technically capable. Many manufacturers offer modular stranding machines that can be reconfigured with different bobbin cradles or closing die systems to cover a broader product range without purchasing multiple machines.
2. Calculate Required Production Output
Calculate your required monthly conductor output in tons or kilometers, then work backward to determine the minimum required line speed and operating hours. For example, producing 500 km/month of 25 mm² stranded conductor at 80% machine availability requires approximately 80 m/min line speed running 2 shifts per day. Buying a machine rated at 40 m/min for this demand will immediately create a production bottleneck.
3. Automation and Control System
Modern stranding machines are available with PLC-based control systems ranging from basic parameter setting to fully automated recipe management, online quality monitoring, and Industry 4.0 data integration. Automated lay length control, real-time tension monitoring with alarm systems, and automatic speed ramp-up/ramp-down on bobbin depletion can reduce scrap rates by 30–50% compared to manually operated machines. The additional capital cost of advanced automation typically pays back in 12–24 months through reduced material waste and labor costs in high-volume production.
4. Footprint and Installation Requirements
A 61-bobbin tubular stranding machine for large conductor production can be 15–25 meters long and weigh 20–50 tons, requiring reinforced concrete flooring with foundation pit and vibration isolation. SZ stranding lines for fiber optic cables, while producing at very high speeds, have a more compact footprint — typically 8–15 meters — due to the absence of rotating cradle masses. Plan factory layout and crane capacity alongside machine selection, as underestimating installation requirements can add 15–25% to total project cost.
5. After-Sales Support and Spare Parts Availability
Closing dies, tension brake pads, bobbin bearings, and cradle bearings are consumable components in any stranding machine. Verify that the manufacturer maintains a local or regional parts warehouse, offers a guaranteed response time for critical breakdowns (ideally under 48 hours), and provides operator training as part of the commissioning package. Downtime on a stranding machine in a cable factory can cost $5,000–$50,000 per shift depending on production scale — after-sales service quality is not a secondary consideration.
Quality Standards and Testing for Stranded Conductors
Stranded conductors produced on stranding machines must meet IEC 60228, ASTM B8, or equivalent national standards that specify conductor class, maximum resistance, minimum flexibility, and dimensional tolerances — compliance with these standards is mandatory for cable products in most regulated markets.
IEC 60228 classifies stranded conductors into four classes based on flexibility and construction:
- Class 1: Solid conductors — not produced on stranding machines
- Class 2: Stranded conductors for fixed installation — tubular stranded, relatively long lay lengths
- Class 5: Flexible conductors — fine wire bunching, short lay lengths, for flexible cords and portable equipment
- Class 6: Extra-flexible conductors — finest wire bunching, shortest lay, for welding cables and highly flexible applications
Key quality tests performed on stranded conductor output from stranding machines include DC resistance measurement per IEC 60228, dimensional checks (OD measurement, roundness), lay length verification, and flex testing (number of bend cycles to failure) for flexible conductor classes.
Frequently Asked Questions About Stranding Machines
Q: What is the difference between a stranding machine and a wire drawing machine?
A wire drawing machine reduces the diameter of a single wire by pulling it through progressively smaller dies — it produces individual wires of precise diameter from thicker rod stock. A stranding machine takes multiple already-drawn individual wires and twists them together into a stranded conductor. The two machines are sequential in the production process: wire drawing first, stranding second. A complete conductor production line typically includes a rod breakdown machine, intermediate and fine wire drawing machines, annealing equipment, and then the stranding machine.
Q: Why is stranded wire better than solid wire for most applications?
Stranded wire is superior to solid wire of the same cross-section in three key ways. First, flexibility: stranded wire can be bent repeatedly without metal fatigue failure, whereas solid wire of equivalent current capacity will crack after relatively few flex cycles. Second, current-carrying capacity in AC circuits: the skin effect causes AC current to flow mainly on the outer surface of conductors — stranded conductors with more surface area per unit volume carry AC current more efficiently, which is why large power cables always use stranded conductors. Third, fault tolerance: if one strand breaks due to mechanical damage, the conductor continues to function, whereas a break in a solid conductor is a complete failure.
Q: How many wires can a stranding machine handle simultaneously?
This depends entirely on the machine design and size. Entry-level tubular stranding machines handle 7 wires (1+6 construction), while large industrial machines accommodate 19, 37, 61, or even more bobbins for multi-layer stranded constructions. Bunching machines for very fine wire can process 100+ individual wires simultaneously in a single pass. Very large conductors — such as the 2,500 mm² Milliken conductors used in high-voltage DC cables — are produced by first stranding sub-segments on multiple stranding machines, then assembling the segments into the final conductor on a cabling machine.
Q: What maintenance does a stranding machine require?
A stranding machine's maintenance schedule centers on lubrication of cradle bearings (typically every 500–1,000 operating hours), inspection and replacement of tension brake linings, closing die wear monitoring (dies must be replaced when bore diameter exceeds nominal by more than 0.1 mm to maintain conductor geometry), belt and gear drive inspection, and bobbin bearing replacement. Modern machines with PLC condition monitoring can alert operators to bearing wear through vibration signature analysis before failure occurs — predictive maintenance programs reduce unplanned downtime by 40–60% compared to scheduled interval-only maintenance.
Q: Can a stranding machine produce aluminum conductors as well as copper?
Yes. The same tubular or planetary stranding machine can process both copper and aluminum wires, as the stranding principle is material-agnostic. However, there are important setup differences. Aluminum wire is significantly softer than copper and more susceptible to surface damage from guide components, requiring smooth, polished guide elements with larger contact radii. Aluminum also work-hardens less readily than copper, so tension settings must be reduced (typically by 30–40%) to prevent wire elongation. For ACSR (Aluminum Conductor Steel Reinforced) production, bow stranders or specialized tubular machines with a central steel core payoff system are used to lay aluminum strands over a pre-positioned steel core.
Q: What is back-twist in a stranding machine and why does it matter?
Back-twist occurs in tubular stranding machines because the bobbins rotate with the cradle — this means each wire not only twists around the cable axis but also undergoes a reverse rotation about its own axis as it pays off. For copper conductors, back-twist is generally harmless. However, for steel wire rope production, back-twist causes internal stresses that reduce the rope's breaking strength by 5–15% and can cause the rope to spin under load — a dangerous characteristic for lifting applications. Planetary (rigid) stranding machines eliminate back-twist entirely by counter-rotating the bobbins against the cradle rotation, which is why they are the standard for wire rope and armoring applications.
Conclusion: Why the Stranding Machine Remains Central to Modern Cable Manufacturing
The stranding machine is not merely a piece of factory equipment — it is the enabling technology behind every electrical network, telecommunications system, and structural cable in the modern world.
From the simplest 7-wire tubular machine producing flexible household wiring to the most advanced SZ stranding line producing 1,000-fiber optical cables at 500 m/min, the fundamental mission of every stranding machine is the same: transform individual wires into a unified, optimized structure that is stronger, more flexible, and more electrically efficient than any of its individual components.
As global demand for power infrastructure, high-speed data networks, electric vehicles, and renewable energy systems continues to accelerate, the stranding machine sits at the very beginning of the supply chain that makes all of it possible. Selecting the right type — tubular, planetary, bow, bunching, or SZ — and specifying it correctly for the target product range, speed, and quality standard is the most consequential engineering decision a cable manufacturer will make. Get it right, and the machine will reliably deliver millions of meters of compliant, consistent product for 20 years or more.